
During steelmaking up to 3% of the iron can be lost as an iron oxide-rich dust that is carried out of the furnaces with the exit gases, and in steel rolling up to 5% of the iron is lost as mill scale. These dusts are often contaminated with other metals such as zinc and they present a disposal problem for steel mills.
In order to coat or paint steel to make roofing or other building products, any iron scale or oxide must first be removed. This surface preparation is called “pickling”, and involves running the steel through a bath of hydrochloric acid which removes the scale and oxide. Ultimately the acid is depleted and the spent liquor is predominantly iron chloride. However many steel mills do not recycle the spent liquors so they are neutralised and disposed of in landfills. The composition of spent pickle liquor (SPL) is essentially the same as spent leach liquor created by leaching ilmenite by the ERMS SR process; both are rich in iron chlorides.
In pilot scale test work Austpac found it was possible to regenerate hydrochloric acid from spent pickle liquor to regenerate hydrochloric acid, and also that mill scale or furnace dusts could be added to the iron chloride solution and so increase the yield of iron from the process. The work indicated that two tonnes of waste iron oxide could be added to every tonne of SPL, to produce one tonne of hydrochloric acid and recover 1.6 tonnes of iron pellets.
Operations at the ERMS SR Demonstration Plant in 2008 proved the EARS process could regenerate fresh hydrochloric acid from SPL. The acid was used in the leaching section of Austpac’s ERMS SR process. The iron oxide produced by pyrohydrolysis of the liquor was also reduced to iron metal in the final, iron reduction section of the plant. While these processes were proved by the operations, the Demonstration Plant was not sufficiently robust to commercially process steel mill wastes at Newcastle. An iron recovery recycling project required significant design and equipment changes so the existing plant could withstand continuous operations.
The Newcastle Iron Recovery Plant (NIRP) will utilise Austpac’s EARS acid regeneration and iron reduction processes to recycle steel mill by-products such as mill scale, other iron oxide waste and SPL and produce iron chips or briquettes and strong hydrochloric acid for sale to industry. The stainless steel roasters and hot gas ducting are being replaced with refractory-lined equipment, and special valves and other equipment used by industry for high temperature processing are being installed. The Plant has been designed for an operational life of at least 10 years. It will be operated as a commercial undertaking to generate an ongoing cash flow and importantly, it will demonstrate the Company’s iron waste recycling technologies to steel makers interested in using them in their facilities around the world under licences or through joint undertakings with Austpac.
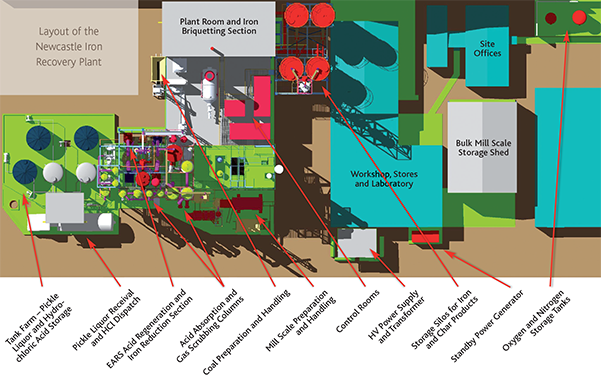
The NIRP project commenced in the second quarter of 2011, and by the end of that year construction was progressing rapidly with the majority of the design completed, equipment ordered and a team of contractors on site. Construction continued through 2012 with the completion of extensive civil works and ancillary facilities, and later in 2013 work commenced on the construction of the extension to the north of the process tower and continued in 2014. The north process tower will house the main process units of the Plant; namely the EARS acid regeneration and iron reduction/ metallisation equipment. This comprises four fluid beds for evaporation/pelletisation, pyrohydrolysis, gasification and iron reduction, two stoves for heat recovery, and ancillary pumps and gas compressors. The acid absorption and gas scrubbing columns will be installed on the external walls adjacent to the fluid beds. At the end of 2014, the Plant was 85% complete, and 95% of the equipment, including all major equipment items, had been delivered and was stored on site. The project is currently on hold pending funding.
Return to top